Hardened & Ground 'T' type slide for better accuracy and rigidity
Heavy duty gearbox for continuous operation
Low Pressure Hydraulic Power Pack to ensure low heat and minimum maintenance
Range of Cycle Times and Rolling Speeds
Centralized lubrication of all the important moving parts
Model: MTR-50
Specifications:
Model:
MTR-25
MTR-42
MTR-50
MTR-80
Workpiece Diameter (Infeed) (mm):
3 -
25
3 -
42
3 -
50
10 -
80
Max. Pitch of thread
(standard V thread) (mm):
3
5
5
10
Max. Serrations
Pitch (mm):
1.0
1.6
2.0
3.0
Max. Die Width (mm):
80
150
150
200
Max. Through-feed thread length (mm):
6000
6000
6000
6000
Max. Rolling Force (infinitely adjustable)
(Tons):
8
16
20
30
Max. Rolling and idle time
(infinitely
adjustable) (Sec.):
30
30
60
60
Spindle axis swivel
for through feed:
5o
5o
6o
12o
Roll Spindle Diameter
(mm):
40
54
54
69.85
Max. Rolling Die
Diameter (mm):
125
190
220
220
Roll Spindle Speed (RPM):
60 /
90
20 /
40 / 60
20 /
40 / 60
16 /
22 / 34 / 73 / 110 / 150
Main Motor (kW):
2.2
3.7
5.6
11
Hydraulic Power-pack Motor (kW):
0.75
1.5
2.2
2.2
Coolant Pump (HP):
1/8
1/8
1/3
1/2
Net / Gross Weight (kg.):
1000 /
1500
2000 /
2500
2300 /
2850
3500 /
4250
Approximate
Dimensions (m):
1.3
x 1.1 x 1.4
1.5 x
1.5 x 1.5
1.7 x
1.5 x 1.6
2.5 x
2.3 x 1.6
Approximate Shipping Volume (m3
):
2.2
3.5
4.0
9.2
Standard Accessories:
Electric motors
Control panel
Hydraulic power pack
Coolant pump
Extra Accessories:
Automatic lubrication
Between centre attachment
Backlash eliminator
Bearing supports
Re-rolling device
Model: MTR-50
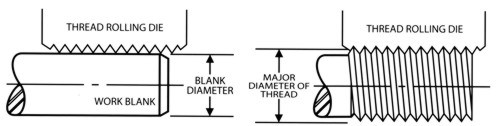
Rolling Process:
Thread rolling is a chip-less cold-forging process.
A plain cylindrical blank, with a diameter between the major and minor diameters of the finished thread, is used.
The blank is rotated and squeezed between cylindrical, hardened steel dies whose working surfaces are the reverse of the thread form to be produced.
The threads of the die penetrate the surface of the blank as it rolls between them, displacing material to form the roots of the threads and forcing the displaced material radially outward to form the crests.
Unlike other threading processes, no material is wasted.
Most threads are rolled by the in-feed method, in which the entire thread length is formed simultaneously without axial movement of the part.
Threads that are too long to be produced by the in-feed method can be rolled by a thru-feed method on these machines.