Laminadora de Roscas y Formas
De tipo dos matrices / rodillos
Presentaciónes:
Diseño compacto y rígido
Cuerpo fabricado en acero
Corredera tipo 'T' endurecida y rectificada para mejor precisión y rigidez
Caja de engranajes de servicio pesado para operación continua
Fuente de energía hidráulica de presión bajo para asegurar calor bajo y mantenimiento mínimo
Varios Tiempos de Ciclos y Velocidades de Rodadura / Laminación
Lubricación Centralizado para todas partes móviles importantes
Modelo: MTR-50
Especificaciones:
Modelo:
MTR-25
MTR-42
MTR-50
MTR-80
Diámetro máximo de pieza de trabajo (mm)
3 -
25
3 -
42
3 -
50
10 -
80
Paso máximo de la rosca (rosca estándar 'V') (mm):
3
5
5
10
Paso dentado máximo (mm):
1.0
1.6
2.0
3.0
Ancho máximo de la matriz / rodillo (mm):
80
150
150
200
Largo máximo de la rosca con avance pasante (mm):
6000
6000
6000
6000
Fuerza máxima de Laminación (infinitamente ajustable) (Toneladas):
8
16
20
30
Tiempo máximo de Laminación y Marchar en Vació (infinitamente ajustable) (Segundos):
30
30
60
60
Giratorio del eje de husillo con avance pasante:
5o
5o
6o
12o
Diámetro del Husillo (mm):
40
54
54
69.85
Diámetro máximo de la matriz / rodillo para laminación (mm):
125
190
220
220
Velocidad del Husillo (revoluciones por minuto):
60 /
90
20 /
40 / 60
20 /
40 / 60
16 /
22 / 34 / 73 / 110 / 150
Motor Principal (kW):
2.2
3.7
5.6
11
Motor para el fuente de energía hidráulica (kW):
0.75
1.5
2.2
2.2
Bomba Enfriador (HP):
1/8
1/8
1/3
1/2
Peso neto / bruto (kilos):
1000 /
1500
2000 /
2500
2300 /
2850
3500 /
4250
Dimensiones Aproximadas (m):
1.3 x 1.1 x 1.4
1.5 x 1.5 x 1.5
1.7 x 1.5 x 1.6
2.5 x 2.3 x 1.6
Volumen de Embarque (m3
):
2.2
3.5
4.0
9.2
Accesorios Estándar:
Motores eléctricos
Tablero de control
Fuente de Energía Hidráulica
Bomba de Refrigerante
Accesorios Opcionales:
Lubricación Automática
Montaje entre centros
Eliminador de contragolpe
Soportes para cojinete
Accesorio para Laminar de nuevo
Modelo: MTR-50
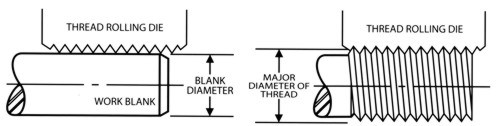
Proceso de laminado:
El laminado de roscas es un proceso de forja en frío sin virutas.
Una pieza en bruto cilíndrica lisa, con un diámetro intermedio entre los diámetros mayor y menor de la rosca acabada, se hace girar y se aprieta entre matrices de acero endurecido de tipo cilíndrico cuyas superficies de trabajo son el reverso de la forma de la rosca que se va a producir.
Los hilos de la matriz penetran en la superficie del negro a medida que éste rueda entre ellos, desplazando material para formar las bielas de las roscas, y forzando el material desplegado radialmente hacia fuera para formar las crestas.
A diferencia de otros procesos de roscado, no se desperdicia material.
La mayoría de las roscas se laminan por el método de alimentación en el que toda la longitud de la rosca se forma simultáneamente sin movimiento axial de la pieza
Sin embargo, las roscas que son demasiado largas para ser producidas por el método de alimentación pueden ser laminadas por un método de alimentación pasante en estas máquinas.