
|

|
Especificaciones
| Modelo: | VSC-3M | VSC-6M |
|---|---|---|
| Husillo (mm): | 60 | 65 |
| Carrera Máx. del Husillo (mm): | 130 | 150 |
| Inclinación Máx. del Husillo: | 20° | 30° |
| Distancia entre Mesa y Husillo (mm): | 310 | 410 |
| Diámetro Min. de Asiento para Cortar (mm): | 14 | 14 |
| Diámetro Máx. de Asiento para Cortar (mm): | 40 | 60 |
| Velocidades de Husillo (variable): | 25 - 200 rpm | 50 - 300 rpm |
| Carrera del Porta-husillo (frente y detrás) (mm): | 40 | 60 |
| Carrera del Porta-husillo (izquierda y derecha) (mm): | 700 | 850 |
| Carrera de Bloque de Fijación (frente y detrás) (mm): | 130 | 150 |
| Tamaño de la Mesa de Fijación (mm): | 500 x 1000 | 600 x 1100 |
| Motor del Husillo: | 1 HP | 1 HP |
| Requerimiento de Aire Comprimido: | 100 psi 4 bar | 100 psi 6 bar |
| Peso Neto / Bruto (kg.): | 650 / 1050 | 700 / 1100 |
| Dimensiones (m): | 1.25 x 1.00 x 2.20 | 1.45 x 1.15 x 2.35 |
| Volumen de Embarque (m3 ): | 3.0 | 4.0 |
Accesorios Estándar
Con VSC-3M
- Juego de Pistola de Aire Comprimido
- Sistema de Centrar Digital
- Placa para Fijación de Cilindro Sencillo
- 5 pzs. Guías del Vástago en Acero
- 2 pzs. Herramienta de Corte (45°),
- Rotula (porta-herramienta) de 0.236” / 6 mm
- Porta Herramienta de Corte (14 a 25 mm)
- 6 pzs. Resortes en Acero Inoxidable
- 4 pzs. Casquillo de Latón
- Mecanismo para Inclinar y Levantar Culatas
- 2 pzs. Placas para Soportar Culata
- Juego de llaves
- 4 pzs. Pernos para Nivelar
Con VSC-6M
- Juego de Pistola de Aire Comprimido
- Sistema de Centrar Digital
- 10 nos. Guías del Vástago en Acero
- 2 pzs. Herramienta de Corte (45°),
- 1 pza. Herramienta de Corte (30°)
- 1 no. Herramienta para Biselar (45°)
- 1 no. Herramienta de Fase (90°)
- Rotula (porta-herramienta) de 0.236” / 6 mm
- Rótula (porta-herramienta) de 0.375” / 9.5 mm
- Porta Herramienta de Corte (14 a 25 mm)
- Porta Herramienta de Corte (24 a 40 mm)
- Porta Herramienta de Corte (24 a 40 mm)
- 6 pzs. Resortes en Acero Inoxidable
- 6 pzs. Casquillo de Latón
- Mecanismo para Inclinar y Levantar Culatas
- 2 pzs. Placas para Soportar Culata
- Juego de llaves
- Juego de llaves
- 4 pzs. Pernos para Nivelar
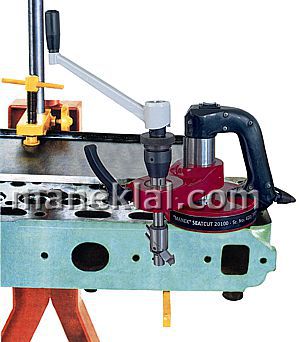
Video of Valve Seat Cutting Machine Model: VSC-6M
VIDEO DE LA RECTIFICADORA DE ASIENTOS DE VALVULAS MODELO: SEATCUT-20100
|

|
|
Seatcut-20100 |
VSC-B |
Presentaciónes
- Con el uso de FORMTOOLS, la geometría completa de los Asientos de Válvula, incluso el ángulo del Asiento, el ángulo interior y el ángulo exterior esta formado en una sola operación
- Apropiado para rectificar Asientos de Válvula de ancho 1 a 6 mm y diámetro 24 a 100 mm.
- Este modelo también puede hacer el Contra-taladro
- Fijación inmediata y fija con base electromagnético
- Se puede rectificar 12 asientos en solo 7 a 12 minutos
- Da un acabado superior sin necesidad de pulir
- Método de centrar preciso, sencillo y rápido

Seatcut-20100
Especificaciones
| Modelo: | Seatcut-20100 | VSC-B |
|---|---|---|
| Ancho de Asientos de Válvulas: | 1 a 6 mm | 1 a 6 mm |
| Diámetro de Asientos de | 24 a 100 mm | 24 a 100 mm |
| Peso Neto / Bruto (kg.): | 30 / 50 | 250 / 400 |
| Dimensiones (mm): | 760 x 720 x 260 | 1320 x 1015 x 1250 |
| Volumen de Embarque (m3 ): | 0.2 | 1.7 |
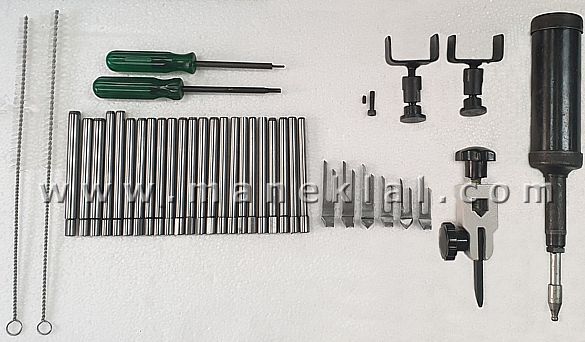
Accesorios Estándar
- Maquina Básica
- Unidad de control de potencia
- Herramientas
- Caja
- Formtools y Pilotas (detalladas abajo)
-
Base para montar sobre pared con tornillos de montaje especiales (apropiado para montar todos tipos de culatas)
(Para el modelo VSC-B, en lugar del base para montar sobre un pared, un banco y accionamiento por motor suministrado, como mostrado en la foto arriba) -
Formtools, Pequeños (diámetro 24 a 34 mm):
- 1 pieza 15° x 45° x 75° - 1.5 mm ancho de asiento
- 1 pieza 0° x 30° x 60° - 1.5 mm ancho de asiento
- 1 pieza contra-mecha
-
Formtools, Grandes (diámetro 34 a 44 mm):
- 1 pieza 15° x 45° x 75° - 1.5 mm ancho de asiento
- 1 pieza 0° x 30° x 60° - 1.5 mm ancho de asiento
- 1 pieza contra-mecha
- Pilotas (23 piezas): 6.980, 6.995, 7.930, 7.952, 7.980, 7.995, 8.002, 8.020, 8.500, 8.520, 8.641, 8.672, 8.685, 8.692, 8.705, 8.709, 8.718, 8.725, 8.980, 9.000, 9.980, 11.086 y 11.105 mm

|

|

|
| Base para Montar sobre Pared | Seatcut-20100 en Caja de Madera | |
Accesorios Opcionales: Formtools en otros anchos de asientos, Pilotas en tamaños especiales según su necesidad, Ejes para cortar asientos de diámetro entre 44 - 100 mm.
VIDEO DE LA RECTIFICADORA DE ASIENTOS DE VALVULAS MODELO: SEATCUT-20100
Secuencia de funcionamiento de las cortadoras de asientos de válvulas

|
|
|
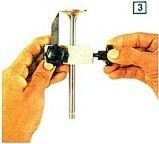
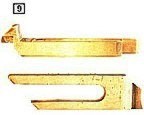
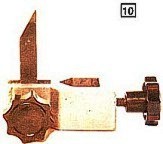
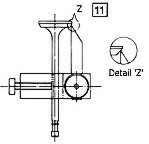
| Fijación del piloto | Montaje de la herramienta | Calibrado del área de conexión de válvulas |
|---|---|---|
| Seleccione un piloto que encaje perfectamente en la guía de la válvula. Apriete el tornillo prisionero para mantener el piloto en su sitio. (Tenga en cuenta que un ajuste perfecto es esencial para un acabado perfecto en el asiento de la válvula) | Seleccione el Formtool según las especificaciones del fabricante del motor e insértelo en la ranura de la herramienta | Inserte el vástago de la válvula en el calibrador de ajuste de la herramienta de encofrado como se muestra y apriete ligeramente el tornillo de bloqueo, permitiendo que el calibrador sea móvil. Ponga la punta del puntero en contacto con la cara de la válvula y bloquéela en el diámetro exterior de la futura zona de asiento deseada (Consulte la fig. 11 a continuación). |
|
|
|
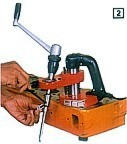
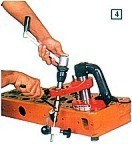
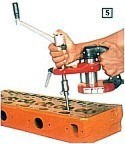
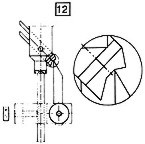
| Transfiriendo el diámetro de la válvula al Formtool | Posicionamiento de la Unidad | Bloqueo |
| Inserte la galga de ajuste Formtool sobre el piloto y apriétela de forma que siga siendo móvil. Afloje el tornillo de bloqueo de Formtool y deje que Formtool apriete la punta del puntero de la galga justo en el punto de encuentro entre el ángulo de asiento y el ángulo de corrección externo. Este punto de encuentro sería el diámetro exterior de la futura zona de asiento deseada (Consulte la fig. 12 a continuación). | El Pilot se introduce ahora en la guía limpia. Sujételo y guíelo con ambas manos como se muestra en la figura. Coloque la base magnética sobre la culata / placa de acero, maniobrándola adecuadamente. Ajuste el tornillo de preajuste de forma que la herramienta no endurezca el asiento. Centre la unidad girando la manivela de accionamiento 2 ó 3 vueltas | Después del centrado, energice el electroimán colocando el interruptor en la posición 1 y bloquee el brazo giratorio. Repita esta operación 2 ó 3 veces para asegurar una alineación correcta. Se notará una carga uniforme en la empuñadura si el centrado es correcto |
|
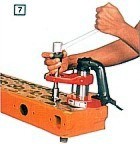
Cuando el asiento esté listo, retraiga la herramienta dando unas vueltas al dispositivo de avance. Desmagnetice la base pulsando el interruptor a la posición 2 durante un momento. La unidad puede ahora transferirse a un asiento similar sin ningún ajuste adicional. |

|
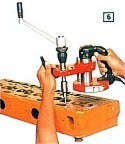
| Operación de corte del asiento | Desmontaje de la unidad | Geometría de la herramienta |
| "Una vez ajustada la máquina |
Nota: Sólo es necesario un ajuste de herramienta por diámetro de asiento
"Lubricación: Si la unidad está en servicio continuo |
|
|
|
|
| Formtools | Calibrador de Ajuste Formtool | Calibrado de Asientos |
|
||
| Transferencia de Dimensiones | ||